
EUV Projection, EUV 투영 광학은 광학 리소그래피 시스템에서 필수적인 구성 요소입니다. 이 광학계는 복잡한 패턴을 웨이퍼에 고정밀로 투사하는 역할을 합니다.이번 포스팅에서 투영 광학과 관련된 핵심 기술을 알아보고... 미러 표면, 미러 계측 및 다층 코팅 제조의 기본적인 측면에 대한 간략한 설명을 알아봅시다!
Basic design specifications
효과적인 광학 리소그래피 공정을 위해 웨이퍼에 노출될 필드의 표준화된 모양은 스캔 후 26mm x 33mm의 직사각형 영역입니다. MAG(Magnification)는 X4배율로 설정되어 최종적으로는 104mm x 132mm의 필드가 생성됩니다.이 구성을 사용하면 필드를 6인치 마스크에 완벽하게 맞을 수 있습니다. 스캔 과정에서 전체 너비가 26mm인 슬릿이 Projection 광학 장치에 의해 웨이퍼 위에 이미징됩니다. 이러한 제원은 DUV 리소그래피 초기에 도입되었으며 양산성, HVM에 적합한 호환성을 보장하기 위해 EUV에 이르고 있습니다.
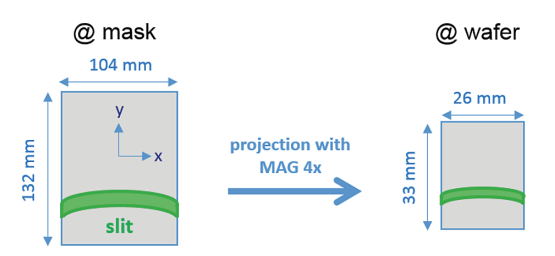
Left: 104 mm # 132 mm object field (after scanning) at the mask.
The projection optics images a slit with a width of 104 mm onto the wafer.
Right: A projection with a MAG of 4# results in a slit with a width of 26 mm at the wafer.
EUV에서 광학 필드는 회전 대칭 및 Off-Axis로 정의되며, 이는 광학 대칭의 중심점이 필드 외부에 있음을 의미합니다. 이미징 필드는 폭이 26mm이고 높이가 짧은 고리 또는 링 필드의 회전 대칭 부분입니다.이러한 구성은 Projection 광학에 대한 수차 제어를 용이하게 합니다. 회전 대칭 설계는 Projection 광학에 대한 광학 활성 미러 표면으로 회전 대칭 표면의 Off-axis segment를 생성합니다.


Wavefront 수차 측면에서 Projection 광학의 설계는 오버레이 및 critical dimension 균일성(CDU)의 Error에 상당한 영향을 미칩니다. HVM에 적용가능할 만한 만족할 이미징 성능을 얻으려면 시스템 Wavefront 편차가 l/50보다 작아야 합니다. 결과적으로 거울 표면의 모양 자체가 이러한 Error를 수정하는 데 중요한 역할을 합니다. 일반적으로 6개의 미러가 있는 광학 설계는 0.25 ~ 0.33 범위의 수치 개구(NA)에서 전체 필드를 보정하는 데 필요합니다.
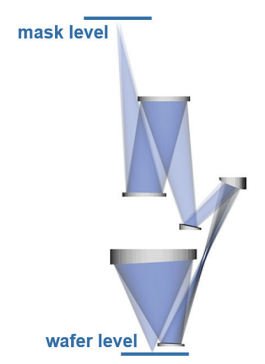
Design example of a six-mirror optical design for a projection optics.
추가적으로 언급할 내용은 웨이퍼 노출 시 미러의 위치 정확도입니다. 나노미터(nm)와 나노라디안(nmrad) 미만의 범위에서 정밀도를 달성하고 유지하는 것이 필요한데요. 이 정도의 정확도는 지구에서 달에 지름 20cm의 목표물을 명중시키는 것과 맞먹습니다. 엄청나게 미세한 컨트롤이 요구되겠죠? 이러한 광학계의 제조 및 측정 공차의 한계를 극복하기 위해 Adjustable-mirror-mounting 기술이 개발되었죠.
Projection 광학계는 물체 필드의 크기와 모양, CRAO(물체 측의 수석 광선 각도), MAG 등의 매커니즘을 포함한 전체 Projection 광학의 경계 상자를 포함합니다. 개체 필드는 마스크에 있고 이미지 필드는 웨이퍼에 있습니다.일반적으로 단일 숫자로 표시되는 CRAO는 표준으로 6도로 설정됩니다. 왜 6도로 입사각이 설정되었는지 간략하게 설명하자면...
θ = arcsin(nλ / 2d)
d는 박막 한 쌍의 레이어(Mo 레이어 1개와 Si 레이어 1개)의 두께입니다.
θ는 빛의 입사각
n은 반사 굴절률, 일반적으로 EUV 리소그래피에서 1
λ는 빛의 파장 입니다.
입사각...EUV 광학계에서의 Mo/Si 다층 박막 미러와 같은 브래그 반사 층 두께 사이의 관계는 브래그의 법칙에 의해 결정되는데요,
계산 결과 EUV 시스템에서 이 "브래그 각도"에 의해 반사가 제일 잘 일어나는 각도가 일반적으로 거울 표면에서 약 6도이기 때문입니다.다시 글로 돌아와서... 마스크에서 들어오는 광 콘과 나가는 광 콘을 분리하는 구성이 사용되는데, XORY 방향으로 CRAO의 Projection의 변화가 필드에 의존적인 이미징 효과를 도출하기 때문에, 전체 객체 필드에 대한 각도 분포를 지정하는 것은 적절한 광경로 설계 및 파악에 필수적입니다. magnification로 불리지만, EUV 리소그래피의 MAG는 실제로 demagnification factor입니다.demagnification factor는 개체 필드 및 MAG와 함께 영상 필드의 크기를 결정합니다.축소를 통해 웨이퍼에 대한 물체 필드를 정밀하게 이미징할 수 있습니다.
EUV Mirror surface
Closing the loop for figure control: manufacturing and metrology
EUV Mirror를 제조하는 것은 중요한 문제입니다. 거울 표면의 무결성은 거울의 전체적인 성능에 중요한 역할을 하기 때문이죠. 또한 표면 품질은 그림, 중간 공간 주파수 거칠기(MSFR) 및 높은 공간 주파수 거칠기(HSFR)를 포함한 여러 매개 변수에 의해 정의됩니다.이러한 요인의 동시 최적화는 미러의 원하는 표면 공차를 달성하는 데 필수적입니다. 이러한 요구 사항은 짧은 EUV(극자외선) 파장으로 인해 분해능이 증가함에 따라 더욱 까다로워집니다.
미러 생산의 초기 단계는 재료에 따라 연마 또는 밀링 도구를 사용하여 기본 모양을 생성하는 것입니다. 특정 슬러리와 패드를 사용하여 연마하면 거칠기가 감소하여 표면이 최소 100-pm smoothness 이하 정도 되어야하죠. 정밀한 수치 보정을 위해, Computer-controlled figuring(CCP), ion beam figuring(IBF) 또는 magnetorheological figuring(MRF) 와 같은 컴퓨터 제어를 통한 미러 표면 연마 기술이 사용됩니다.

상술한 기술을 통해 full-aperture interferometers에서 얻은 Error 맵을 만들게 되고 그 에러맵을 기반으로 연마가 더 필요한 부분만 집중적으로 연마해, 결과적으로 더욱더 표면을 매끄럽게 하게됩니다... 안맞은놈 찾아서 어떻게든 때린다는 프로젝트.. 여튼... mid-spatial-frequency roughness (MSFR) 및 high-spatial-frequency roughness (HSFR) domains 전반에 걸쳐 충분히 매끄러운 표면을 달성하려면 추가적인 하나의 프로세스가 필요한데요. 보통 correction steps라고 부릅니다.원하는 표면 품질로 수렴하기 위한 반복적인 조정을 하게 되는데, 결과적으로 (MSFR) 또는 에칭 효과(HSFR)로 인해 거칠기가 저하됩니다.
이렇게 연마했다고 해도 다시 검수를 진행해야겠죠? 끝날때 까지 끝난 것이 아니다! 미러 제조의 정확도는 결국 사용되는 계측 도구의 정밀도에 의해 제한됩니다. EUV 미러에 대한 metrology 프로세스는 clear aperture부터 10nm까지의 spatial frequency band을 포함해야 합니다. 필요한 측정 정확도는 원자 단위이며, 절대적 수치 정확도는 100pm보다 낮아야하죠... 당연하게도 100pm을 검출하기위해 100pm 보다 낮아야겠죠?. 여튼 엄청 정밀하죠?
간섭계는 필요한 정확도를 제공하는 미러 측정에 가장 적합한 기술입니다.표면 지형 데이터를 캡처하기 위해 Full-aperture interferometers, micro-interferometers 그리고 Atomic Force Microscopy (AFM) 등이 사용됩니다.이러한 계측기로부터 받은 모든 데이터를 통합하여 Power Spectral Density (PSD) 표현을 형성하게되어 검수를? 끝마치게 됩니다. 과정이 상당히 디테일하고 험난하죠?
미러 사양은 일반적으로 단일 미러로 인한 전체 시스템 Wavefront Error에 대해 100pm RMS 미만으로 유지 되어야하는데요. 그러나 미러 구성 요소의 전체 오류 예산에는 표면 측정, 기계 가공, 다층 코팅 불균일성, 코팅 장력, 조립 유도 변형, 열 및 열화 등이 포함됩니다. 그렇기에 EUVL 미러 기판의 중요한 특성은 열팽창 계수(CTE)입니다. 들어오는 EUV 강도의 대부분이 흡수되어 열로 변환되기 때문에, 거울 표면 변형을 완화하기 위해 CTE의 값이 매우 낮은 기판이 필수적입니다. 일반적으로 유리 세라믹(ZERODUR® 또는 CLEARCERAM®) 또는 비정질 산화물이 도핑된 융합 실리카(ULE®)와 같이 무정질 산화물 특성을 갖는 재료가 사용됩니다
Interferometer setups, and reproducibility
거울 표면 수치를 측정하기 위해 간섭계 기법이 일반적으로 사용됩니다.간섭계는 거울 표면에서 반사된 빛의 파동의 상호작용에 의해 생성된 간섭 패턴을 측정합니다. 이러한 패턴은 이상적인 거울 모양으로부터의 편차에 대한 상세한 정보를 제공하여 정확한 특성화를 가능하게 합니다.
마레샬 기준 및 공차 그리고 계측기준
무턱대로 측정하는 것이 아니고 스탠다드가 있는데요 바로 Maréchal 입니다. 쉽게 말해 Maréchal 기준은 도형 계측에서 공차를 결정하기 위한 기본 지침 역할을 합니다. 이 기준에 따르면 wavefronts은 rms diffraction-limited의 1/14 미만일 때 회절 제한이 있는 것으로 간주할 수 있습니다. EUV 리소그래피와 같은 극한의 기술력이 필요한 극단적인 경우에는 1/50의 계수와 같이 훨씬 더 엄격한 허용 오차가 필요합니다.
제조 공차는 전체 공차의 일부만을 나타냄을 인식하는 것이 중요합니다. 시스템 정렬을 통해 많은 편차를 보상할 수 있으므로 대략 100피코미터(pm) rms의 전체 공차가 필요합니다. 이 총 공차는 제조 오류, 중력 굽힘, 장착 효과, 설계 편차, 코팅 효과, 거울 가열 등을 포함한 다양한 편차 원인의 누적 효과를 포함합니다. 이러한 편차에 대한 포괄적인 이해를 보장하는 것은 원하는 거울 모양을 달성하는 데 중요합니다. 정밀도 대 공차 비율(P/T)은 측정 프로세스의 재현성을 결정하는 데 중요한 역할을 합니다.
제작 공차(DF)를 P/T에 대한 허용 한계(일반적으로 0.3으로 설정됨)로 나누어 계산합니다. 예를 들어, 가공 공차가 100pm인 경우 측정 프로세스는 1s 프로세스에 대해 15pm을 초과하지 않아야 합니다. 낮은 P/T 값은 측정에서 높은 재현성과 정확도를 보장합니다. 표면 계측은 원자 수준의 분해능을 달성해야 하는 과제에 직면해 있습니다.
표면 계측이 실리콘 원자 직경의 1/15 분해능으로 측정을 해야하는데요. 이 문제를 극복하기 위해 통계적 효과가 작용합니다. 예를 들어, CCD 카메라가 전체 거울 표면을 관찰할 때 약 10^12개의 원자를 동시에 덮습니다. 이 통계 효과는 원자 수준에서도 안정적인 측정을 보장합니다. 0.25mm x 0.25mm의 픽셀 크기와 15pm rms의 정확도로 픽셀은 0.33km x 0.33km의 영역을 커버하므로 계산하면 약 20pm rms의 정확도로 평균 높이를 측정할 수 있습니다. 엄청나죠?
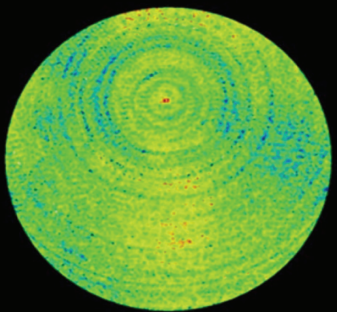
Interferometer performance demonstrating 12 pm rms reproducibility on a 200-mm-diameter circular fraction of an aspheric off-axis mirror. The pixel size is 0.3 mm.
Fizeau 간섭계는 EUV 미러 측정을 위한 간섭계 설정에 널리 사용됩니다. 빔 스플리터를 통해 발산 레이저 광을 전송하여 콜리메이터를 사용하여 평행하게 만드는 작업이 포함됩니다. 그런 다음 빛이 분할되어 한 부분은 투과면의 기준면에서 반사되고 다른 부분은 테스트(래퍼) 거울에 부딪힙니다. 반사 후, 두 부분은 빔 스플리터에 의해 재결합되고, 빔 스톱을 통과하고, 접안 렌즈를 투과해서, 마지막으로 CCD 카메라에 간섭되어 간섭 무늬를 형성합니다.
이 인터페로그램은 기준 표면에서 테스트 미러의 편차에 대한 정보를 제공합니다. EUV 미러가 비구면 표면을 가지고 있다는 점을 감안할 때 테스트 표면의 비구면 모양을 적절한 참조와 일치시키기 위해 null 교정이라는 보상 시스템이 있습니다. 측정 프로세스의 정확성과 재현성은 기준 표면 또는 null 시스템에 따라 달라집니다.
기계적 진동, 열원의 복사, 난기류, 열 전도 및 열 대류는 설정 및 측정 정확도에 영향을 줄 수 있는 잠재적 방해 요인입니다. 주변 교란을 최소화하려는 노력에도 불구하고 절대 편차를 검증하는 것은 여전히 어려운 일입니다. 15pm rms 이상의 정확도로 이상적인 형상에서 null 교정기의 전체 절대 편차를 추정하기 위해 혁신적인 방법과 기술이 지속적으로 개발되고 있습니다.
'Semiconductor > EUV lithography' 카테고리의 다른 글
| 21. EUV Flare와 Straylight에 대하여 (2) (0) | 2023.10.18 |
|---|---|
| 20. EUV Flare와 Straylight에 대하여 (1) (2) | 2023.10.17 |
| 18. EUV Illumination에 대하여 (3) | 2023.10.15 |
| 17. EUV Collector에 대하여 (1) | 2023.10.14 |
| 16. EUV High-NA Anamorphic에 대하여 (0) | 2023.10.13 |



